TOP 自分の思い 邪馬台国 バイク 瓢箪 霊場巡り 囲碁と将棋 CAD/CAM 生産管理 海外の思い出 索引
NCタレパン
CAD利用形態のページで、製品設計分野への私の関わりを簡単に
述べた
その中で製品の設計者と連携を持ったと書いたが、その成果につい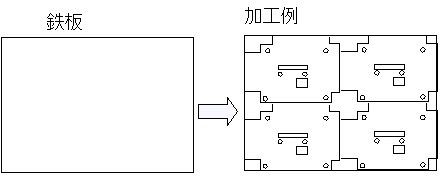
て説明する
NCデータの出力に成功した私は、製品の製造部門にも板金加工用
のNC装置がある事を知った
これは金型用の様に厚物の金属を切削するのではなく、薄い板金に
穴を空ける装置である
基本的にはいろいろな形のパンチを用意しておき、これを取り換えな
がら高速で先端が上下し、鉄板に穴を空け、前後左右に動かして右図
のような図面通りの形状に仕上げていく
四角のパンチを使えば、直線に切断する事も出来る
いわゆる板金用金型に比べ、その都度プログラムを変更するだけで
形状変更が可能なため、金型製造コストがいらない
反面、いちいち一か所づつパンチするため同時に全箇所パンチでき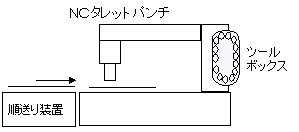
る金型よりも遅い
大量生産は金型、少量や試作はNCタレパンという使い分けをしてい
たが、世の中が多品種少量生産が主流になり、一躍脚光をあびてき
た装置である
今述べた性格上、図面から製品まで素早く完成させることが要求され
る
そこで私のプログラムが使えないかということになった
検討した結果、私のプログラムをアレンジするまでもなく、既にタレパ
ンメーカーで開発中であった
しかしエジェクタプレートでも述べたように事前準備がないと効率的に
行かないのである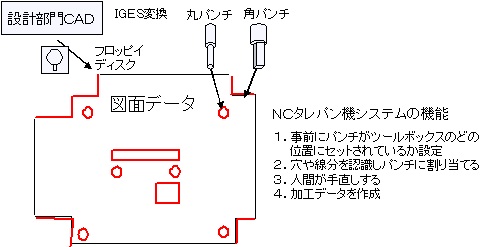
別に出し惜しみしたつもりはないのだが、責任者に急ぐように追い立て
られ、こいつら馬鹿かと思いながら仕事をした思いがある
結局製品部門のNC担当者と努力したが、標準化への設計部門の協
力が得られず形だけの導入に終わった
動かなかったわけではないので、一応参考までに説明しておく
右図で図面を見ながらパンチを割り振っていく作業が自動でなく、手作
業なのである、それでも従来に比べ座標入力ミスのリスクがなくなった
だけでも効果があるといっていたが、私は不満だった
なお3番目の手直しというのは、NCによって、Gコードの仕様が少しづ
つ異なるため、先頭数行を人間が入れ込むのである
当時のシステムではそこまで対応しておらず、それも不満だった
なお、このシステムはNCタレパンのメーカーが専用システムをセットで
販売するようになったので、どの会社でも簡単に導入できる
しかし、長時間無人運転しないと出来たとは言わないというのが、自分
のこだわりである
案の定稼働してから、思ったほど効率的でない、なぜなのかという議論
が、まじめに行われた、設計で標準化をしないから、これ以上の自動化
をしたくても出来ないのだという結論にはとうとう到らず、あきれてしまっ
た記憶がある
自責で捉えれば、私の説得力、指導力不足ということになるが、導入責
任者と設計部門長の不協和音が最初から最後まで響き渡る中では、私
の主張はほとんど聞かれず、関係者は皆上の空であった
結論的にいえば、なぜNC加工の自動化をやるのか、目的を考えれば当
然のことが、手段の真新しさに目が行って見えていない
開発者というのは、利益よりも人のやっていないことを自分が先にやる
という事の方を優先する人種なのである
私の居た金型部門にもそういう設計者はいたが幸い課長が、経営を優
先できる人だったのが幸いした事を痛感した
後で判ったが、このシステムはNCタレパンメーカーがかなり販売したが
結局導入責任者が製造部門なので、入れてから設計部門に相談に行く
しかし、設計はそんな面倒なことには協力しない
だから導入効果が出ない
NCタレパンメーカーの営業が私にこぼしていた、そして私が設計者で
あることを羨ましがったものである
「自分は設計者と思われている」と言われて、嗚呼、やっと設計者になれ
たか、営業の意図とは全く別の感慨にふけったものである
反面、設計の中のCAD担当と、製造のNCタレパン担当からは、私の経
験からの発言の正しさに絶大な信頼が寄せられた
以後の公私に渡る親交になり、退職するまで続いたのは収穫であった
次へ