TOP 自分の思い 邪馬台国 バイク 瓢箪 霊場巡り 囲碁と将棋 CAD/CAM 生産管理 海外の思い出 索引
所要量計算講座
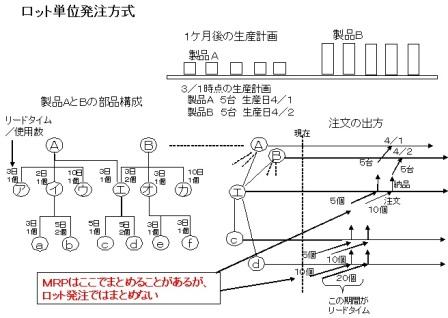
5.製番方式
製番方式も会社によってさまざまな運用方式があり、
ここではロット発注方式を説明する
(本来製番の由来は、生産する製品1台1台に製造
番号を付け、その製造番号に対応して使用する部
品にも同じ番号を付け管理する方式からきている)
ロットとは生産する製品をロットと呼ばれる単位でま
とめ生産するという意味である
ロットの数量を一定にする方式もあるが、顧客注文
数にできるだけ近づける目的で不定にする事が多い
製品もお客がまとめて注文するような品物を対象と
するのが向いている
つまりお客も一個買いの最終顧客でなく、問屋のよ
うな中間顧客が対象となる場合が向いている
部品の注文はロット単位で行う
部品にはリードタイムがあり、部品によって注文して
から納品されるまでの日数が違うのが普通である
そこでほとんどの部品が納品される日数分さかの
ぼって注文する
それより長い部品はロット単位で発注するのでなく
多少の余裕を持って大目にかつ少し早めに納品する
ように注文する
この注文方式をロット一括発注という
このやりかたの特徴は、ロット単位のコントロールに
ある
つまり、注文してから生産の状況を見て納品時期を
微妙にコントロールし、ちょうど生産するタイミングで
部品がすべて揃うようにし易い仕組みであると言える
昨今の下請法には明らかに抵触するため、MRP方式
に変えて計画変更分を自社で負担する方向にいって
いるが、関連会社と一致団結して良い品物を作る日本
独自の風習から生まれたやり方といえる
管理がしやすいため、下請け業者からもこのやり方の
方がMRPより良いとする意見が多い
筆者も経験から理詰めで下請法抵触とする考え方に
疑問を持つ一人である
日本企業は融通の利く、柔軟な生産体制で賃金の安い
海外部品企業に対抗する術を下請け法で奪われている
様に思われてならない
長所:
・生産計画に部品メーカーと一体となって追従しやすい
特急注文など顧客の要望を製品製造メーカーだけで
対応しづらい生産体制の会社向きである
・ロットというキーワードで管理でき、管理が容易
・在庫が理論的にゼロ
短所:
・生産計画ありきの生産形態になる、受注生産に対応
しづらい、対応するとリードタイムが長くなる
・部品共通化の必要性がないため、トータルロス改善が
進まない
・部品が変更になったり、生産変更があると部品が余る
余った部品の再利用が面倒
・リードタイムの長い部品は別の発注方式が必要
・生産進捗に合わせ部品の納期を調整する仕組みが
必要だが下請法に抵触させずに作るのが難しい
・後補充方式とは相いれないため、トヨタ系コンサルタント
を導入する時は、このやり方を廃止する必要がある
同時に2つのやり方をやると必ず破たんする
注文を受ける側も納期が2つの方法で指示される事になり
当り前だが混乱する
MRPも計画発注方式のため似たか寄ったかの結果になる
つまり、在庫中心方式の発注方式が望ましい
どうしても計画発注方式で発注する必要がある場合は
在庫ポイントを自社の倉庫とする思い切りが理論的に
必要となる(下請け法抵触のため部品メーカーに在庫を
持たせられない)
つまり計画発注方式の良さを捨てる覚悟が必要であるが
実施できた会社を私は知らない
経営者が理解できず承認しないためである
TOP