TOP 自分の思い 邪馬台国 バイク 瓢箪 霊場巡り 囲碁と将棋 CAD/CAM 生産管理 海外の思い出 索引
ネジ種類削減
製造部門が開発に対し標準化を依頼する時に真っ先に提案するのが
これではないか
私は金型部門の設計担当としてコンピュータシステムのSEから職場
異動し、その後金型材料の注文を担当することとなった
そこで早速ネジ種類削減を考えた
金型の場合はネジは使わない、ボルトであった
案の定、現場にはさまざまなサイズのボルトがあふれていた
設計標準を見るとJISから見たら10分の1程度の種類に少なくなって
いたが、まだ理論的には数百種類のボルトの存在を許していた
ボルトを太さ、長さだけでなく、ネジの切り始めの位置まで種類として
考慮するとそれだけの種類になるのである
なぜ種類を減らすのか
この回答も実際は難しい
効果が出ないのである
・コストダウンのため?
購買担当の立場で言えば大量発注によるコストダウンと言いたいが
金型に使用するネジなんてたかが知れている、一万本、10万本単位
で発注しても1割安くできるかどうかである
10本を100本にした程度ではコストダウンは無理である
・管理が楽になる?
もともと管理なんかしていない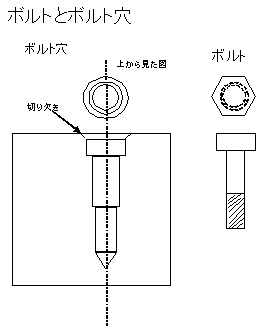
ネジ屋さんがボルト箱を見て適当に富山の薬売りのように置いていく
帰りに担当の私の処に寄って伝票を置いていく
信用で成り立つ自動在庫管理である
むしろ大きめのボルトを特注した際に寸法がもくろみを外れて、大急
ぎで違うサイズのボルトを持ってきてもらう事が多かった
・設計が楽になる?
設計者は強度計算をしてボルトの大きさを決める
その強度を満たす最小のボルトを選ぶのである
その過程で標準を見るが、ボルト種類が多かろうが少なかろうが作業
はほとんど変わらない
では何を狙いとして種類を減らすのか
穴加工や締結作業を効率化するために減らすのである
これが案外判っている人が少ない
ボルトの相手部品は最低2つある、その2つを結合するためにボルトを
使うのである
従って1つのボルトを使用するためには最低2つの穴を加工する必要が
ある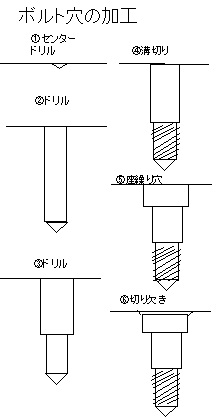
穴加工はドリル加工機で1つ1つ空けるか、NC加工機でまとめて空ける
かである
いずれの加工もドリルは最低3本必要なのはご存じだろうか
まず、センタードリルで中心の座標に小さな浅い穴を掘る
次にセンタードリルで空けた溝をガイドにして少し小さい穴を掘る
先端からネジを切ってある部分まではネジ径より少し大きい穴を掘る
ネジ切り用ドリルでネジの溝を掘る
表面の穴のふちを面取りする
これがネジ径の種類だけドリルの種類も増えるのである
穴加工はドリルを取りつける作業時間が馬鹿にならないため、ドリル加工
機で穴を空ける場合は同じ穴をまとめてまずセンタードリルを使い、次に
ドリルも同じ穴径で統一して作業する
だから、穴径の種類が多いほどドリル取り換え時間が掛っていく
NC加工機で少ない種類の穴ならば無人運転も可能になる
大量生産品の場合は組立作業の効率化のためには、ネジ穴そのものを
減らす必要がある
例えば金型用プレートの様に穴が100個位あく場合、加工時間だけで8
時間を超えるため、どの程度ドリル交換が発生するかで大きく効率が違
ってくる
例えば穴が5種類だけなら20本のドリルセット機に全てのドリルが付けら
れるため、作業者は無人運転で帰れるが、10種類の穴があると深夜に
ドリル交換に来ないと作業が終わらない
この差は加工賃で数万円に匹敵する
目次へ